1. Introduction
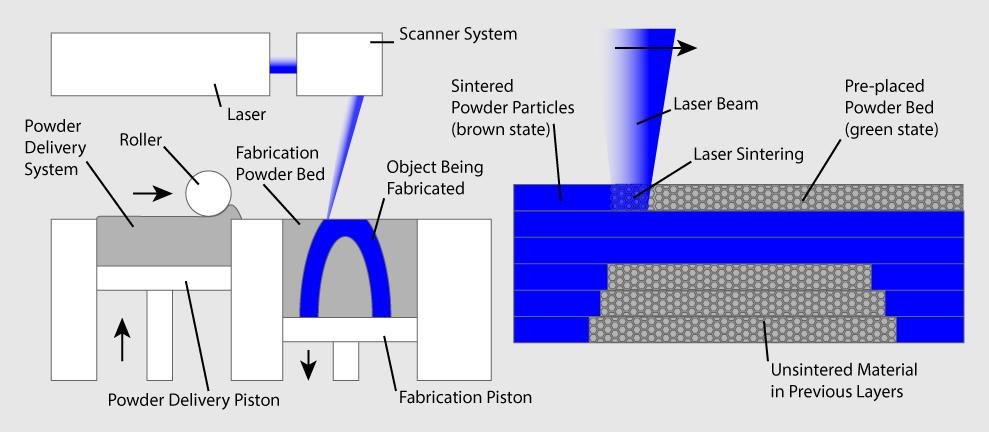
L’impression 3D est une technologie révolutionnaire qui a permis de démocratiser la création d’objets complexes et personnalisés. Que vous soyez un créateur amateur, un bricoleur passionné, ou un professionnel, choisir le bon matériau d’impression 3D est essentiel pour garantir la qualité et la durabilité de vos créations. Ce guide est conçu pour vous aider à naviguer dans l’univers des différents matériaux disponibles, en se concentrant spécifiquement sur les imprimantes FDM (Fused Deposition Modeling), aussi appelées imprimantes à filament. Ces imprimantes fonctionnent en utilisant des bobines de filament thermoplastique qui sont fondues et déposées en couches successives pour former des objets.
Les matériaux traités ici incluent le PLA, l’ABS, le PET-G, le TPU, et d’autres filaments couramment utilisés dans l’impression FDM. Chaque matériau a ses propres caractéristiques uniques, ses avantages et ses inconvénients, qui le rendent plus ou moins adapté selon les projets. À noter que ces matériaux sont différents de ceux utilisés pour l’impression à résine (SLA, DLP), qui repose sur la photopolymérisation de résines liquides pour produire des objets avec une grande finesse de détail.
Ce guide complet vous aidera à faire le choix éclairé du bon matériau en fonction de vos besoins spécifiques, que vous cherchiez à imprimer des objets décoratifs, des prototypes fonctionnels, ou des pièces techniques. En fonction de vos compétences, de l’application finale, et de votre budget, découvrez quel matériau est fait pour votre projet d’impression 3D.
2. Comprendre l’Importance du Choix des Matériaux pour l’Impression 3D

2.1 Qu’est-ce qu’un Filament pour Imprimante 3D ?
Les filaments pour imprimante 3D sont les matières premières utilisées dans la technologie FDM (Fused Deposition Modeling), la technique d’impression la plus répandue. Ils sont constitués de divers polymères qui, une fois chauffés, se liquéfient et sont extrudés en couches successives pour créer un objet.
2.2 Classification des Matériaux : Rigide, Souple ou Élastique ?
Pour faire le bon choix de filament, il est essentiel de comprendre les différences entre matériaux rigides, souples et élastiques :
- Matériaux rigides : tels que le PLA, l’ABS et le PET-G, qui conviennent aux objets solides qui ne doivent pas être déformés.
- Matériaux souples : tels que le Nylon et le Polypropylène, qui peuvent être déformés mais sans être étirables.
- Matériaux élastiques : tels que le TPU et le TPE, qui peuvent être étirés et déformés, parfaits pour des applications comme des coques de téléphone ou des joints d’étanchéité.
3. Comparaison des Matériaux les Plus Populaires pour l’Impression 3D

3.1 PLA : Facilité et Écologie
Avantages :
- Le PLA est facile à imprimer, même pour les débutants. Il ne nécessite pas d’imprimante spécialisée ou de plateau chauffant, ce qui en fait un choix idéal pour les novices dans l’impression 3D.
- Il est biodégradable, fabriqué à partir de ressources renouvelables telles que l’amidon de maïs, ce qui en fait un choix respectueux de l’environnement.
- Large gamme de couleurs disponibles, et le PLA offre un rendu visuel très propre, parfait pour les objets décoratifs.
Inconvénients :
- Sensible à la chaleur, le PLA peut se ramollir ou se déformer à des températures supérieures à 60 °C, le rendant inadapté pour des objets soumis à une chaleur excessive.
- Il est moins résistant aux chocs que d’autres matériaux comme l’ABS, donc pas adapté pour des applications mécaniques ou des pièces fonctionnelles qui doivent être robustes.
Applications :
- Objets décoratifs, figurines, maquettes.
- Projets éducatifs pour débuter dans l’impression 3D.
- Prototypage non fonctionnel, ou objets qui ne sont pas soumis à des contraintes physiques importantes.
Conseils Pratiques :
- Température d’impression : 190 à 220 °C.
- Température du plateau : Généralement non requise, mais peut être réglée entre 20 à 60 °C pour améliorer l’adhérence.
- Vitesse d’impression : 50 à 70 mm/s pour de meilleurs résultats.
3.2 ABS : Résistance et Fonctionnalité
Avantages :
- Grande résistance mécanique, ce qui en fait un excellent choix pour les prototypes fonctionnels ou les pièces qui doivent résister aux contraintes mécaniques.
- Facilement post-traitable : L’ABS peut être poncé, percé et peint, permettant des finitions lisses et professionnelles. On peut aussi utiliser des vapeurs d’acétone pour un rendu brillant.
- Durabilité élevée, résistant aux impacts et aux températures plus élevées que le PLA.
Inconvénients :
- Warping : L’ABS est sujet à la rétractation et au warping (déformation pendant le refroidissement), nécessitant un plateau chauffant et parfois une enceinte fermée pour maintenir une température constante.
- Émanations nocives : Lors de l’impression, l’ABS dégage des fumées potentiellement nocives. Une ventilation adéquate est nécessaire pour éviter les problèmes de santé.
Applications :
- Pièces mécaniques, boîtiers électroniques, et prototypes fonctionnels.
- Utilisé souvent dans l’industrie automobile, pour des gabarits et des outils.
Conseils Pratiques :
- Température d’impression : 230 à 260 °C.
- Plateau chauffant : Réglez le plateau à environ 90 à 110 °C pour éviter le warping.
- Utilisez une enceinte fermée pour stabiliser la température et réduire les risques de warping.
3.3 PET-G : Le Compromis Polyvalent
Avantages :
- Bonne résistance chimique et résistance à l’humidité, ce qui le rend approprié pour des objets en contact avec des fluides ou des produits chimiques.
- Moins de warping comparé à l’ABS, avec une excellente liaison des couches. Cela en fait un choix idéal pour ceux qui ont besoin d’une résistance mécanique moyenne sans les contraintes d’une enceinte fermée.
- Transparence : Disponible en versions semi-translucides, idéal pour des objets devant être légèrement transparents.
Inconvénients :
- Pontage difficile : Le PET-G a tendance à former des fils (stringing) lorsqu’il doit imprimer des ponts, ce qui peut rendre les impressions complexes moins propres.
- Il peut être plus difficile à post-traiter que le PLA ou l’ABS, surtout si des surfaces parfaitement lisses sont nécessaires.
Applications :
- Pièces fonctionnelles qui doivent résister à l’eau ou aux produits chimiques, comme des contenants alimentaires ou des pièces de machines.
- Objets transparents ou nécessitant une certaine flexibilité.
Conseils Pratiques :
- Température d’impression : 220 à 250 °C.
- Plateau chauffant : Réglez le plateau à 70 à 80 °C pour obtenir une bonne adhérence.
- Vitesse d’impression : 40 à 60 mm/s est recommandé pour éviter les problèmes de stringing.
3.4 TPU/TPE : Flexibilité et Élasticité
Avantages :
- Très flexible et élastique, parfait pour des objets qui doivent être compressibles ou qui doivent supporter une certaine déformation.
- Bonne résistance à l’usure et aux impacts, ce qui le rend durable pour des applications nécessitant de la flexibilité.
- Grande adhérence inter-couche, garantissant des objets solides même après de multiples flexions.
Inconvénients :
- Difficile à imprimer : Le TPU et le TPE nécessitent des vitesses d’impression réduites et des ajustements spécifiques, notamment au niveau de l’extrusion. Ces matériaux ont tendance à se tordre ou à former des bouchons dans l’extrudeur.
- Nécessite un extrudeur direct de préférence, car les extrudeurs de type Bowden peuvent rencontrer des difficultés à imprimer ce type de filament.
Applications :
- Coques de protection (téléphones, montres, etc.).
- Joints d’étanchéité, amortisseurs, et autres objets nécessitant de l’élasticité.
- Pièces mécaniques souples, comme des pneus de voitures RC ou des poignées.
Conseils Pratiques :
- Température d’impression : 210 à 230 °C.
- Plateau chauffant : Non nécessaire, mais une température de 30 à 60 °C peut améliorer l’adhérence.
- Vitesse d’impression : 20 à 30 mm/s pour éviter les déformations et assurer une bonne qualité.
3.5 Polycarbonate (PC) : Haute Résistance
Avantages :
- Matériau extrêmement résistant, tant au niveau mécanique que thermique. Le polycarbonate est capable de supporter des températures très élevées et des contraintes mécaniques importantes.
- Stérilisable, ce qui en fait un excellent choix pour des applications médicales.
- Transparence : Le PC est également disponible en version transparente, ce qui est utile pour des applications spécifiques nécessitant des propriétés optiques.
Inconvénients :
- Difficile à imprimer : Le PC nécessite des températures très élevées (buse et plateau), ainsi qu’une bonne adhérence pour éviter le décollement.
- Coût élevé : Plus cher que les autres matériaux, il est donc principalement réservé aux projets nécessitant des performances élevées.
Applications :
- Prototypage industriel, composants électroniques, pièces soumises à de fortes contraintes mécaniques ou à de hautes températures.
- Utilisé dans des applications où la durabilité est essentielle, comme dans l’automobile ou l’aérospatiale.
Conseils Pratiques :
- Température d’impression : 270 à 310 °C.
- Plateau chauffant : Réglez le plateau entre 80 et 120 °C pour garantir une bonne adhérence.
- Utiliser une enceinte fermée pour minimiser les risques de déformation.
4. Comment Choisir le Meilleur Matériau pour Votre Projet ?

4.1 Analyse des Besoins du Projet
Pour choisir le meilleur matériau d’impression 3D, il est important de bien analyser les besoins de votre projet. Voici les questions à se poser :
- Nature de la pièce : Est-ce que la pièce sera décorative ou fonctionnelle ? Les pièces décoratives peuvent être facilement imprimées avec du PLA, qui est peu coûteux et facile à utiliser. Pour une pièce fonctionnelle, des matériaux comme l’ABS ou le PET-G seront plus appropriés.
- Environnement d’utilisation : Votre objet sera-t-il exposé à des températures élevées, à l’humidité, ou à des contraintes mécaniques ? Par exemple, si la pièce doit supporter des chocs ou des efforts répétés, l’ABS ou le Polycarbonate seront des choix plus adaptés que le PLA. Pour une résistance à l’humidité, le PET-G est préférable.
- Esthétique : Quelle finition recherchez-vous ? Un rendu mat, brillant, ou transparent ? Le PLA offre une finition propre et nette, le PET-G peut être légèrement transparent, et le Polycarbonate propose des finitions très résistantes et transparentes.
- Niveau de flexibilité : Votre objet doit-il être flexible ? Pour des applications où l’élasticité est essentielle, comme les coques de protection ou les joints, choisissez le TPU ou le TPE, qui sont des matériaux élastiques.
4.2 Comparatif des Coûts et Facilité d’Impression
- PLA : Le PLA est le matériau le plus abordable et le plus facile à imprimer, parfait pour les débutants. Il est peu exigeant en termes de plateau chauffant et d’environnement d’impression.
- ABS : L’ABS est plus coûteux que le PLA et nécessite des précautions d’impression supplémentaires, telles qu’une enceinte fermée et un plateau chauffant pour éviter le warping. Cela le rend moins accessible aux débutants.
- PET-G : Le PET-G est un bon compromis entre le PLA et l’ABS. Il est relativement facile à imprimer, offre une bonne résistance à l’humidité et aux produits chimiques, et son coût est raisonnable.
- TPU/TPE : Ces matériaux sont plus chers et plus difficiles à imprimer que le PLA ou l’ABS. Ils exigent des réglages très précis et une faible vitesse d’impression.
- Polycarbonate (PC) : Le Polycarbonate est un des matériaux les plus chers et les plus complexes à imprimer, mais il offre une résistance incomparable, idéal pour des projets professionnels nécessitant une grande solidité.
5. Problèmes Courants et Comment les Résoudre

5.1 Le Warping : Causes et Solutions
Le warping est l’un des problèmes les plus courants rencontrés dans l’impression 3D, en particulier avec des matériaux comme l’ABS. Ce phénomène se produit lorsque les bords de la pièce imprimée se rétractent pendant le refroidissement, causant un décollement du plateau et une déformation de l’objet.
Causes :
- Refroidissement trop rapide des couches, surtout pour des matériaux sensibles comme l’ABS.
- Mauvaise adhérence de la première couche au plateau d’impression.
- Absence de plateau chauffant ou de température insuffisante.
Solutions :
- Plateau chauffant : Utilisez un plateau chauffant réglé à la température adéquate (ex. : 90-110 °C pour l’ABS) pour garder les premières couches chaudes et éviter le décollement.
- Adhésifs : Utilisez de la laque, du ruban adhésif Kapton, ou une colle spéciale pour améliorer l’adhérence de la première couche.
- Enceinte fermée : Maintenir une température ambiante constante en utilisant une enceinte fermée aide à éviter les variations thermiques qui provoquent le warping.
- Brim ou Raft : Ajouter un brim (une bordure fine) ou un raft (une structure sous la pièce) pour améliorer la stabilité de la pièce pendant l’impression.
5.2 Adhérence au Plateau : Astuces pour l’Améliorer
L’adhérence au plateau est cruciale pour obtenir une impression réussie, surtout lors de l’impression des premières couches.
Techniques d’amélioration de l’adhérence :
- Nettoyage du plateau : Assurez-vous que le plateau est propre. Les résidus de précédentes impressions ou de poussière peuvent nuire à l’adhérence.
- Sprays adhésifs : Utilisez des sprays adhésifs ou de la laque pour améliorer l’adhérence du filament au plateau.
- Ruban adhésif : Pour certains matériaux, comme le PLA, un ruban bleu de peintre ou du ruban Kapton peut être utilisé pour améliorer l’adhérence.
- Paramètres d’impression : Augmentez légèrement la température du plateau pour favoriser l’adhérence (par exemple, 60 °C pour le PLA, 90-110 °C pour l’ABS).
- Première couche : Assurez-vous que la première couche est écrasée de manière adéquate sur le plateau. Réduire la vitesse d’impression de cette couche peut également améliorer l’adhérence.
5.3 Bouchage de la Buse : Comment l’Éviter
Un autre problème courant est le bouchage de la buse, qui peut entraîner des défauts d’impression ou même endommager l’imprimante.
Causes :
- Utilisation de filaments de mauvaise qualité ou contenant des impuretés.
- Température d’impression trop basse, entraînant une fusion incomplète du filament.
- Résidus de matériaux précédemment utilisés dans la buse.
Solutions :
- Température correcte : Vérifiez que la température d’impression est correcte pour le matériau utilisé. Chaque filament a une plage de température optimale (par exemple, 230-260 °C pour l’ABS).
- Nettoyage régulier : Effectuez un nettoyage régulier de la buse avec un filament de nettoyage pour éviter les résidus.
- Qualité du filament : Utilisez des filaments de bonne qualité, bien stockés pour éviter l’humidité, qui peut altérer la qualité du filament et provoquer des bouchons.
6. Innovations et Tendances dans les Matériaux d’Impression 3D
6.1 Les Nouveaux Matériaux Composites
Les nouveaux matériaux composites représentent une évolution majeure dans le domaine de l’impression 3D. Ils offrent des propriétés uniques en combinant plusieurs matériaux, ce qui permet de produire des objets plus performants et adaptés à des applications spécifiques.
- Composites à base de fibres de carbone : Ces matériaux sont conçus pour être extrêmement rigides tout en restant légers. Les filaments enrichis de fibres de carbone améliorent la rigidité des impressions sans augmenter le poids, ce qui les rend idéaux pour des applications nécessitant une grande résistance mécanique, comme l’aéronautique ou l’automobile. Ils nécessitent cependant une buse renforcée, car les fibres peuvent être abrasives.
- Composites à base de bois : Les filaments à base de bois contiennent des particules de bois mélangées à du PLA, offrant un aspect unique semblable à du vrai bois. Ces matériaux sont parfaits pour des projets décoratifs qui nécessitent une finition naturelle. Ils sont faciles à post-traiter, comme le ponçage, et peuvent être teints pour donner des effets variés.
- Composites métalliques : Ces filaments sont des polymères combinés avec des particules métalliques. Ils permettent d’obtenir des impressions ayant un aspect métallique et un poids similaire aux métaux. Ils sont utilisés pour des pièces décoratives ou des prototypes nécessitant une certaine densité.
6.2 Matériaux Biodégradables et Impact Environnemental
Avec l’évolution des préoccupations environnementales, l’impression 3D cherche à devenir plus respectueuse de l’environnement. Plusieurs initiatives et nouveaux matériaux permettent d’avancer dans cette direction :
- PLA Recyclé : En tant que matériau biodégradable, le PLA est déjà un choix populaire pour les impressions respectueuses de l’environnement. Le PLA recyclé est une option encore plus durable qui permet de réutiliser les restes d’impressions précédentes.
- PHA : Le PHA est une alternative au PLA, qui est également biodégradable, mais avec une meilleure résistance à l’humidité et aux UV. C’est une option intéressante pour les impressions d’extérieur ou pour les applications exposées à des conditions climatiques variables.
- Filaments écologiques : De plus en plus de fabricants proposent des filaments produits de manière durable, avec des matériaux recyclés et un processus de fabrication limitant l’empreinte carbone. Ces filaments ont un impact environnemental réduit tout en offrant des performances similaires aux matériaux traditionnels.
7. Guide de Sélection des Matériaux pour les Projets Spécifiques
7.1 Pour les Débutants : Matériaux Faciles à Imprimer
Si vous commencez tout juste à vous lancer dans l’impression 3D, il est important de choisir des matériaux qui sont faciles à imprimer et qui ne nécessitent pas d’équipements spécialisés. Voici les meilleurs matériaux pour débutants :
- PLA : Le PLA est de loin le matériau le plus facile à imprimer, il ne nécessite pas de plateau chauffant et est relativement tolérant aux erreurs de réglage. Il est aussi abordable et disponible dans une grande variété de couleurs. Ce matériau est idéal pour les pièces décoratives et les maquettes.
- PET-G : Le PET-G est également recommandé pour les débutants qui veulent aller un peu plus loin. Il est légèrement plus difficile à imprimer que le PLA, mais offre une meilleure résistance mécanique et une certaine résistance à l’humidité. Il est aussi moins sujet au warping que l’ABS.
Conseils Pratiques pour les Débutants :
- Assurez-vous que la première couche est bien imprimée. Une bonne adhérence au plateau est essentielle pour réussir une impression.
- Réduisez la vitesse d’impression pour avoir des résultats plus propres. Un réglage de 50 mm/s est idéal pour le PLA.
7.2 Projets Avancés : ABS, Nylon et PC
Pour les utilisateurs plus expérimentés, des matériaux plus techniques peuvent être utilisés pour des projets nécessitant une résistance accrue, une flexibilité ou une durabilité exceptionnelle.
- ABS : L’ABS est idéal pour des prototypes fonctionnels qui doivent résister aux chocs et à la chaleur. Cependant, il nécessite un plateau chauffant et une enceinte fermée pour éviter le warping. L’ABS est aussi utilisé pour des pièces mécaniques et des outils en raison de sa durabilité.
- Nylon (PA6, PA6.6) : Le Nylon est un matériau très résistant et flexible qui convient parfaitement aux pièces devant résister aux frictions et aux efforts mécaniques. C’est un choix idéal pour des pièces fonctionnelles, des engrenages, ou des outils. Toutefois, il est sensible à l’humidité et doit être stocké dans des conditions appropriées.
- Polycarbonate (PC) : Le Polycarbonate est l’un des matériaux les plus robustes disponibles pour l’impression 3D. Il offre une très bonne résistance thermique et mécanique, ce qui le rend adapté pour des pièces industrielles, des prototypes avancés, et des applications automobiles. Néanmoins, il est difficile à imprimer et nécessite une température de buse très élevée.
Conseils pour les Projets Avancés :
- Utilisez une enceinte chauffée pour les matériaux comme l’ABS et le Polycarbonate afin de maintenir une température constante et éviter la déformation.
- Assurez-vous d’avoir une buse adaptée. Certains matériaux comme le Nylon ou les composites de fibres de carbone peuvent être abrasifs et nécessitent des buses en acier trempé.
7.3 Sélection des Matériaux par Application
Voici une liste de recommandations de matériaux en fonction des applications courantes :
| Application | Matériau Recommandé | Caractéristiques |
|---|---|---|
| Objet décoratif | PLA | Facile à imprimer, grand choix de couleurs |
| Prototype fonctionnel | ABS, PET-G | Bonne résistance mécanique, idéal pour des tests |
| Pièces souples | TPU | Flexibilité, résistance aux chocs |
| Pièces mécaniques | Nylon, ABS | Résistance aux frottements, durabilité |
| Environnement extérieur | PET-G, ASA | Résistant à l’humidité et aux UV |
| Applications industrielles | Polycarbonate (PC) | Très haute résistance thermique et mécanique |
8. Comparatif Graphique des Propriétés des Matériaux
Pour vous aider à mieux comprendre et comparer les différents matériaux d’impression 3D, voici un tableau récapitulatif qui détaille les principales caractéristiques de chaque filament. Ce tableau est conçu pour fournir une vue d’ensemble rapide et claire, vous permettant de choisir le meilleur matériau selon vos besoins spécifiques.
8.1 Tableau Comparatif des Matériaux Courants
| Matériau | Facilité d’Impression | Résistance Mécanique | Flexibilité | Coût | Applications Principales |
|---|---|---|---|---|---|
| PLA | Très facile | Faible | Rigide | Abordable | Objets décoratifs, maquettes |
| ABS | Moyenne | Élevée | Modérément rigide | Moyen | Prototypes fonctionnels, outils |
| PET-G | Facile | Moyenne | Légèrement rigide | Moyen | Pièces fonctionnelles, contenants |
| TPU/TPE | Difficile | Moyenne | Très flexible | Moyen-élevé | Coques de protection, joints |
| Polycarbonate | Difficile | Très élevée | Rigide | Élevé | Prototypage industriel, pièces mécaniques |
| Nylon | Moyenne à difficile | Élevée | Flexible | Élevé | Engrenages, pièces mécaniques |
| Composites (Fibre de Carbone) | Difficile | Très élevée | Rigide | Très élevé | Pièces légères et résistantes |
| Composites à base de bois | Facile | Faible | Rigide | Moyen | Objets décoratifs naturels |
8.2 Comparaison des Propriétés Clés
Pour aller au-delà du simple tableau, voici une comparaison détaillée des principales propriétés de chaque matériau, afin que vous puissiez sélectionner celui qui convient le mieux à votre projet :
8.2.1 Facilité d’Impression
- PLA : Le matériau le plus simple à imprimer, nécessitant peu de réglages et tolérant aux erreurs.
- ABS : Plus complexe en raison du warping. Nécessite un plateau chauffant et une enceinte fermée.
- PET-G : Un bon compromis, presque aussi facile à imprimer que le PLA mais offrant de meilleures propriétés mécaniques.
- TPU/TPE : Les matériaux flexibles peuvent être difficiles à extruder et nécessitent un extrudeur direct pour des résultats optimaux.
- Polycarbonate et Nylon : Ces matériaux nécessitent des températures élevées et une maîtrise avancée des réglages d’impression.
8.2.2 Résistance Mécanique
- Polycarbonate et composites en fibre de carbone offrent la meilleure résistance mécanique, idéals pour les pièces devant supporter des contraintes.
- ABS et Nylon : Solides et durables, bien adaptés aux applications industrielles et mécaniques.
- PLA : Fragile par rapport aux autres matériaux, adapté pour des objets non fonctionnels.
8.2.3 Flexibilité
- TPU/TPE sont les matériaux les plus flexibles, idéaux pour des objets nécessitant une déformation sans rupture.
- Nylon : Offre une bonne flexibilité tout en conservant une haute résistance mécanique, ce qui en fait un choix populaire pour des pièces soumises à des frictions.
- PLA, ABS, Polycarbonate : Plutôt rigides, ne conviennent pas pour des applications nécessitant de la flexibilité.
8.2.4 Coût
- PLA : Le plus abordable, parfait pour des essais ou des impressions à grand volume.
- ABS et PET-G : De coût moyen, ils offrent un bon compromis entre performance et budget.
- Polycarbonate, Nylon, et Composites : Plus chers, mais nécessaires pour des applications professionnelles nécessitant des propriétés spécifiques comme la haute résistance ou la légèreté.
8.3 Recommandations selon le Niveau d’Expérience
- Débutants : PLA et PET-G sont les meilleurs choix en raison de leur facilité d’impression et de leur faible coût. Le PLA est particulièrement tolérant aux erreurs de réglage.
- Utilisateurs Intermédiaires : ABS et PET-G pour ceux qui souhaitent imprimer des pièces fonctionnelles tout en gérant des réglages de température plus spécifiques.
- Utilisateurs Avancés : Polycarbonate, Nylon, et composites en fibre de carbone pour des projets nécessitant une grande résistance et une maîtrise technique élevée.
9. FAQ : Réponses aux Questions les Plus Fréquentes
Pour répondre aux interrogations courantes des utilisateurs concernant l’impression 3D, voici une série de questions fréquemment posées avec des réponses précises pour chaque type de matériau.
PLA ou ABS : Que Choisir pour des Pièces Résistantes ?
Réponse : Le PLA est plus facile à imprimer, mais il est fragile lorsqu’il est exposé à des températures élevées ou à des contraintes mécaniques. L’ABS, quant à lui, offre une meilleure résistance mécanique et supporte mieux les températures élevées, ce qui en fait un choix plus adapté pour des pièces fonctionnelles et prototypes devant supporter des efforts importants.
Le PET-G est-il Sûr pour les Applications Alimentaires ?
Réponse : Oui, le PET-G est généralement considéré comme sûr pour les applications alimentaires car il est résistant à l’humidité et ne libère pas de produits toxiques une fois imprimé. Cependant, il est important d’utiliser un filament certifié « grade alimentaire » si l’objet doit être en contact direct avec des aliments.
Comment Éviter le Warping lors de l’Impression d’ABS ?
Réponse : Le warping se produit lorsque les couches de l’ABS se rétractent pendant le refroidissement, causant un décollement. Pour l’éviter :
- Utilisez un plateau chauffant à une température de 90 à 110 °C.
- Employez une enceinte fermée pour maintenir une température constante.
- Appliquez de la laque ou de la colle sur le plateau pour améliorer l’adhérence de la première couche.
Quel Matériau est le Plus Adapté aux Pièces Flexibles ?
Réponse : Le TPU et le TPE sont les meilleurs matériaux pour les pièces flexibles car ils peuvent être pliés et tordus sans se casser. Ils sont souvent utilisés pour des coques de protection, des joints, et des amortisseurs.
Quel Matériau Utiliser pour des Impressions en Extérieur ?
Réponse : Pour des impressions en extérieur, le PET-G et l’ASA sont d’excellents choix. Le PET-G est résistant à l’humidité, tandis que l’ASA est similaire à l’ABS mais offre une meilleure résistance aux UV, ce qui empêche la dégradation sous l’exposition au soleil.
Comment Stocker Mes Bobines de Filament ?
Réponse : Les bobines de filament doivent être stockées dans un endroit sec à l’abri de l’humidité. Utilisez des sacs hermétiques avec des sachets de dessiccant (comme du gel de silice) pour éviter que le filament ne capte l’humidité, ce qui pourrait entraîner des défauts lors de l’impression.
Conclusion
Choisir le bon matériau pour l’impression 3D est essentiel pour obtenir un résultat qui répond à vos attentes. Le PLA est idéal pour les débutants et les objets décoratifs, tandis que l’ABS et le PET-G conviennent mieux aux pièces fonctionnelles grâce à leur meilleure résistance. Les matériaux techniques comme le Polycarbonate, le Nylon et les composites sont parfaits pour des projets avancés nécessitant des propriétés spécifiques telles que la haute résistance ou la légèreté.
N’oubliez pas d’expérimenter avec plusieurs matériaux pour trouver celui qui convient le mieux à vos besoins spécifiques. Chaque projet est unique et le choix du bon filament peut faire toute la différence.